Global provider of industrial processing solutions, including pumps, mixers, valves, homogenizers, heat exchangers, separators, and filtration systems. Brands under SPX FLOW include APV, Bran+Luebbe, Johnson Pumps, Lightnin Mixers, Plenty, Seital Separation, Waukesha Cherry-Burrell, and more forfood/beverage, chemical, oil & gas, and industrial markets.
High-pressure homogenizer Rannie 185Q
5-plunger homogenizer, equipped with a Mono-Block or a Three-Piece valve housing. Large selection of standard options as well as special options. Materials for plungers, packing’s, pump valves, valve seats and seals are custom-selected for your application.
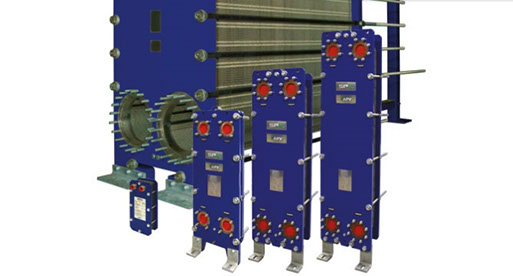
Designed to meet diverse heat transfer demands—from compact systems to ultra-large flow rates up to 4500 m³/h—APV ParaFlow offers performance-driven solutions for industrial environments worldwide.
The global applications for industrial heat exchangers calls for a wide and deep product range, putting great demand on the equipment. SPX FLOW’s portfolio of APV ParaFlow is designed to match your needs, whether this is for very small flows, or the extra-large kind, up to 4500 m3/h.